
摘要:随着钢结构的不断发展,建筑钢结构进入了一个快速发展的崭新阶段,钢结构的型式越来越多样化,钢结构的制作难度、技术含量也越来越大。其中大直径锥管在大跨度钢结构、大型机场钢结构等大型钢结构工程中,运用得越来越广泛,本文从深圳机场T3航站楼的大直径厚壁锥管柱的卷制成
摘 要:随着钢结构的不断发展,建筑钢结构进入了一个快速发展的崭新阶段,钢结构的型式越来越多样化,钢结构的制作难度、技术含量也越来越大。其中大直径锥管在大跨度钢结构、大型机场钢结构等大型钢结构工程中,运用得越来越广泛,本文从深圳机场T3航站楼的大直径厚壁锥管柱的卷制成型、节点装焊及精度控制方面进行介绍,以探讨这类柱的标准化制作技术。
关键词:大直径;厚壁;锥管柱;标准化
深圳机场是中国的第四大机场,T3航站楼建成后将与本区域的香港、广州、澳门及珠海机场形成一个规模宏大的珠三角机场群,将对本地区的社会与经济产生深远影响。T3航站楼以空气动力学曲线为布局的屋面,既蕴涵航空工程学的最佳原理,又引发了深圳这座年轻的滨海城市所带给人们的浪漫体验和诗情画意,是建筑、设计和技术融合为一的艺术珍品,不仅充满了未来气息,还显示出真正的抵达之感。
图1 深圳机场T3航站楼整体效果图
1 工程概况
深圳宝安国际机场T3航站楼位于深圳市宝安区宝安国际机场扩建区域,总用钢量约四万吨,钢材材质主要为Q345B、Q345C和Q345GJC。本工程主要由主楼大厅和十字指廊两个区域及登机桥组成。其中大厅屋顶为带加强桁架的斜交斜放网架,加强桁架设置在屋顶支承结构的柱网上,大部分间距为36mm,在体形变化处加强桁架也相应调整。屋顶支承结构由钢管柱、核心筒、过渡区的拱形加强桁架组成。其中,钢管柱有两种类型,第一种类型为下端铰接、上端与加强桁架刚接的倒锥形钢管柱,与加强桁架形成框架体系,为屋顶的主要抗侧力体系之一;第二种类型为摇摆柱,包括落在市政桥上的摇摆柱和支承拱形加强桁架的摇摆柱以及大厅内较短的两根悬臂钢管柱。
倒锥形钢管柱用量大约3900t,且均为大直径厚壁管焊接管,最大直径2200mm,最小直径1200mm,壁厚42、36、32mm三种。最大长度30.5m,共82根。
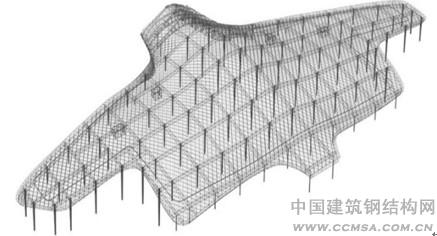
图2 深圳机场大厅整体轴测图
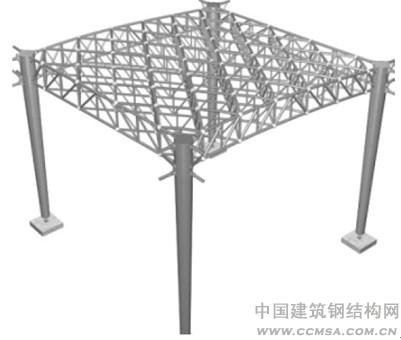
图3 深圳机场大厅局部轴测图(深圳机场大直径厚壁锥管柱制作技术)
2 加工制作方案分析及选择
2.1 方案分析
根据本工程所用钢管的规格及材质,同时结合结构设计要求和我国钢结构加工企业的实际状况,目前钢管的制作(冷加工)成型工艺主要有二种,即卷制成型工艺和压制成型工艺,以下为本工程钢管成型工艺的分析和选择说明。
压力钢管制造安装及验收规范(DL5017-2007)中规定,当钢材屈服强度≤350N/mm2时,钢管径厚比必须大于33方可进行冷卷,否则应热卷或冷卷后进行热处理。分析本工程所用的七种钢管柱径厚比均大于33,完全满足冷卷的工艺要求。钢板经过压制或卷制以后,其力学性能将发生变化,压制、卷制的过程,实际就是在外力作用下,使钢板的外层纤维伸长、内层纤维缩短而产生塑性弯曲变形。冷弯时变形越大,材料的冷加工硬化越严重,在钢板内产生的残余应力也越大,甚至会发生表面裂纹。压制或卷制构钢管的表面硬度、冷作硬化层深度将随着压制(或卷制)压力和次数的增加而增大。
2.2 方案选择
根据本工程钢管柱规格(主要是径厚比)、材质、受力状态和构件类别,考虑到卷制和压制制管工艺上各自的特点和应用范围,以及工厂的实际加工设备和各自的加工效率。通过综合比较分析,本工程所有钢管柱均采用卷板机进行卷制成型。
3 加工制作关键工艺
3.1 余量加放要求
1)管体内有加劲隔板处加放1mm的焊接收缩余量。
2)锥管单节分段时要考虑焊接余量,每根锥管的上端为余量端,具体余量要求为20~30mm,如下图B段大头端为余量端,A段不放余量,AB对接焊缝处收缩余量,每条对接焊缝考虑3mm的收缩量。
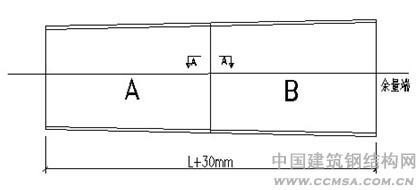
图4 焊接余量 (深圳机场大直径厚壁锥管柱制作技术)
3.2 零件放样、下料与切割
1)零件放样与号料时应根据设计图纸及工艺要求加放焊接收缩余量、压头余量、切割宽度留量等;
2)工厂放样、下料、装配用尺应与验收用尺核对一致;
3)零件下料前应仔细核对材料材质与规格,做到专材专用,不得随意代换,若需代换,需征得原设计的同意。
4)零件切割下料后,应在每一零件的明显部位标识(打钢印)零件编号。
5)下料后必须对外形尺寸进行复测,尺寸必须满足精度要求,否则会影响接头错位,并弹出两端加工压头需要的中心线和加工线。
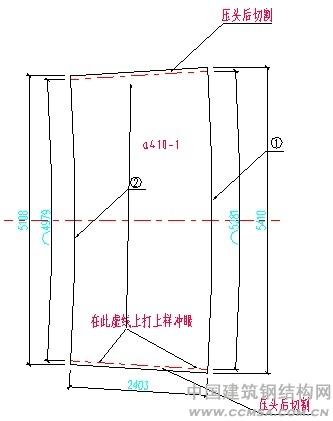
图5 单节管体放样展开图 (深圳机场大直径厚壁锥管柱制作技术)
3.3 锥管卷制工艺
1)为了消除两端剩余直边,卷管前制定专用压模对零件两端进行压头,压头长度为1/2L+(30~50)mm(L为下辊中心距),考虑到材料的反弹,压模的曲率半径要比锥管半径R小2%左右。
2)零件两端压头后,采用专用检测样板进行检测,样板弦长B=0.5D(且不小于500mm),样板与瓦片间的间隙应小于1.5mm。压头检测合格后,切割两端余量,同时开坡口。
3)卷制时采用快速进给法和多次进给法滚弯,直至达到规定的要求,由于钢板的回弹,卷制时必须施加一定的过卷量,在卷制过程中应采用样板不断检查弯板两端的半径。

图6 锥管卷制实例图 (深圳机场大直径厚壁锥管柱制作技术)
4)在数控卷板机上进行反复滚压,同时注意变形控制,直至成型,成型后由专人检查加工精度,否则进行再次滚压矫正。
3.4 锥管纵缝的焊接工艺
1)锥管纵缝采用半自动埋弧焊进行焊接,焊接前应进行纵缝拼接定位焊,定位焊焊缝长度宜大于40mm,间距宜为500~600mm,定位焊焊缝厚度不宜超过设计焊缝的2/3。焊接时应注意板边错变量和焊缝间隙。
2)焊接前必须对焊缝两侧100mm范围内进行预热,预热采用陶瓷电加热板进行预热,预热温度100~150℃,加热时需随时用测温仪和温控仪测量控制加热温度。
3)先焊内侧,后焊外侧面。内侧焊满2/3坡口深度后进行外侧碳弧气刨清根,并焊满外侧坡口,再焊满内侧大坡口,使焊缝成型。完全冷却后进行焊缝无损检测。
3.5 锥管纵缝的焊接工艺
1)对接接长前单节锥管节必须进行校正,特别是椭圆度必须满足规范要求。
2)相邻管体拼装组装时,纵缝应相互错开120°,并必须保证两端口的椭圆度、垂直度以及直线度要求,符合要求后定位焊,定位焊要求同前。
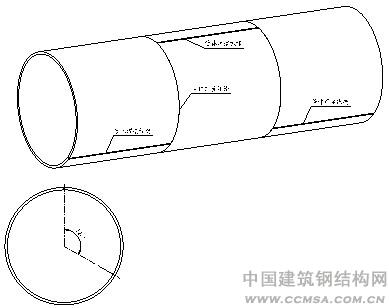
图7 锥管节段纵缝错开示意图(深圳机场大直径厚壁锥管柱制作技术)
3)整段管体拼接后,定出管体上、下两个端面的中心点,然后用水平仪或全站仪检测整段管体的同心度。如果上、下两端面的中心点在一条直线上,说明管体的同心度满足要求,否则重新拼接、矫正,直到同心度满足要求。
4)将拼接好的管体吊入滚轮焊接胎架上用埋弧焊进行环缝的焊接,焊接要求同纵缝要求。

图8 环缝焊接实例图(深圳机场大直径厚壁锥管柱制作技术)
5)焊后校正,冷却后探伤。
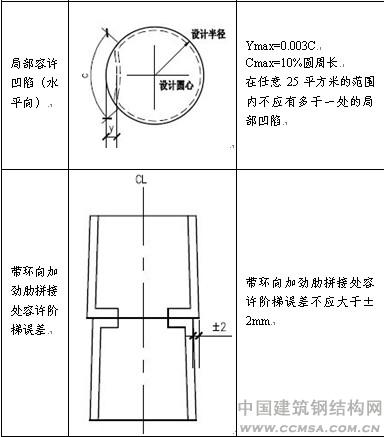
4 锥管装焊精度要求
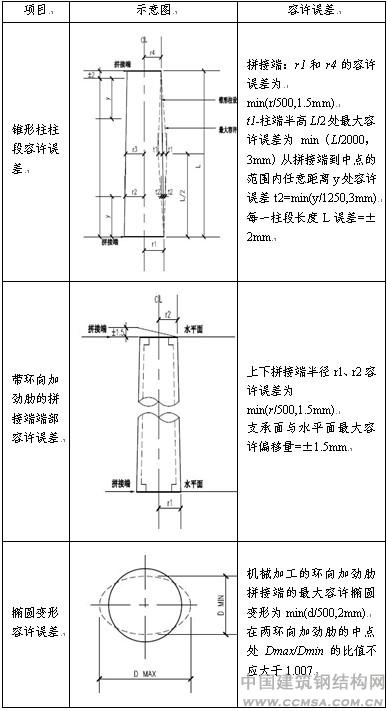
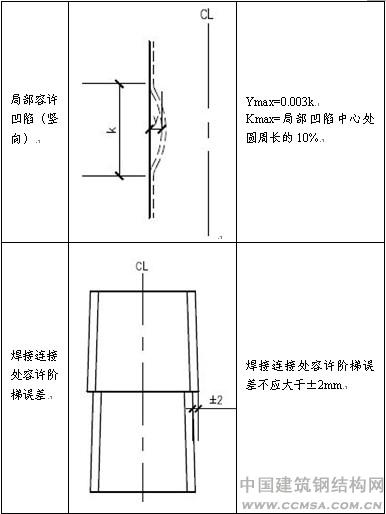
精度要求见表1。
表1 锥管装焊精度要求
4.结 语
T3航站楼设计的主要特点,是将高质量的设计细节和实用需求完美结合,内部空间高大宽敞,旅客身临其间,透过玻璃幕墙,四周美景一览无遗。行云流水般的屋面设计以及变换无穷的光影空间,使得人们的旅程沐浴在缤纷之中。因此,如何保证锥管的制作精度满足设计的要求,成为本项目加工制作的难题。在项目全体技术人员的不懈努力下,成功解决了此类型构件加工过程中的精度控制、变形控制等问题。构件最终的制作质量获得了业主、设计及监理的高度认可,也为今后类似构件的加工制作积累了经验、奠定了基础。



