建筑钢结构由于其强度高、工业化程度高以及综合经济效益好等优点,自上世纪90年代,特别是近年来得到了迅猛发展,广泛应用于工业和民用等领域。由于一些重点工程,建筑钢结构发生了严重的质量事故,如郑州中原博览中心网架曾发生了崩塌事故,所以建筑钢结构的安全性和可靠性越来越受到重视。
建筑钢结构的安全性和可靠性源于设计,其自身质量则源于原材料、加工制作和现场安装等因素。评价建筑钢结构的安全性和可靠性一般有三种方式:⑴模拟实验;⑵破坏性实验;⑶无损检测。模拟实验是按一定比例模拟建筑钢结构的规格、材质、结构形式等,模拟在其运行环境中的工作状态,测试、评价建筑钢结构的安全性和可靠性。模拟实验能对建筑钢结构的整体性能作出定量评价,但其成本高,周期长,工艺复杂。破坏性实验是采用破坏的方式对抽样试件的性能指标进行测试和观察。破坏性实验具有检测结果精确、直观、误差和争议性比较小等优点,但破坏性实验只适用于抽样,而不能对全部工件进行实验,所以不能得出全面、综合的结论。无损检测则能对原材料和工件进行100%检测,且经济成本相对较低。
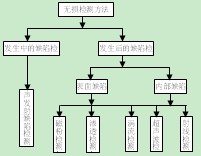
上世纪50年代初,无损检测技术通过前苏联进入我国。作为工艺过程控制和产品质量控制的手段,如今在核电、航空、航天、船舶、电力、建筑钢结构等行业中得到广泛的应用,创造了巨大的经济效益和社会效益。无损检测技术是建立在众多学科之上的一门新兴的、综合性技术。无损检测技术是以不损伤被检对象的结构完整性和使用性能为前提,应用物理原理和化学现象,借助先进的设备器材,对各种原材料,零部件和结构件进行有效的检验和测试,借以评价它们的完整性、连续性、致密性、安全性、可靠性及某些物理性能。无损检测经历了三个阶段,即无损探伤(Non-destructive Inspection,简称NDI)、无损检测(Non-destructive testing,简称NDT)、无损评价(Non-destructive Evaluation,简称NDE)、无损探伤的含义是探测和发现缺陷。无损检测不仅仅要探测和发现缺陷,而且要发现缺陷的大小、位置、当量、性质和状态。无损评价的含义则更广泛、更深刻, 它不仅要求发现缺陷,探测被检对象的结构、性质、状态,还要求获得更全面、更准确的,综合的信息,从而评价被检对象的运行状态和使用寿命。应用于钢结构行业中的常规无损检测方法有磁粉检测(Magnetic Testing简称MT)、渗透检测(Penetrate Testing,简称PT)、涡流检测(Eddy current Testing简称ET)、声发射检测(Acoustic Emission Testing简称AET)、超声波检测(Ultrasonic Testing,简称UT)、射线检测(Radiography Testing,简称RT)。在建筑钢结构行业中,按检测缺陷产生的时机,无损检测方法可以按下图分类。
2 检测方法的简述
2.1 磁粉检测(MT)
2.1.1 原理
铁磁性材料被磁化后,产生在被检对象上的磁力线均匀分布。由于不连续性的存在,使工件表面和近表面的磁力线发生了局部畸变而产生了漏磁场,漏磁场吸附施加在被检对象表面的磁粉,形成在合适光照下可见的磁痕,从而达到检测缺陷的目的。
2.1.2 适用范围
可以对铁磁性原材料,如钢板、钢管、铸钢件等进行检测,也可以对铁磁性结构件进行检测。
2.1.3 局限性
仅适用铁磁性材料及其合金的表面和近表面的缺陷检测,对检测人员的视力、工作场所、被检对象的规格、形状等有一定的要求。
2.1.4 优点
经济、方便、效率高、灵敏度高、检测结果直观。
2.2 渗透检测(PT)
2.2.1 原理
在被检对象表面施加含有荧光染料或着色染料的渗透液,渗透液在毛细血管的作用下,经过一定时间后,渗透液可以渗透到表面开口的缺陷中去。经过去除被检对象表面多余的渗透液,干燥后,再在被检对象表面施加吸附介质(显象剂)。同样在毛细血管的作用下,显象剂吸附缺陷中的渗透液,使渗透液回渗到显象剂中,在一定的光照下,缺陷中的渗透液被显示。从而达到检测缺陷的目的。
2.2.2 适用范围
适用于非多孔状固体表面开口缺陷。
2.2.3 局限性
仅适用于表面开口缺陷的检测,而且对被检对象的表面光洁度要求较高,涂料、铁锈、氧化皮会覆盖表面缺陷而造成漏检。对检测人员的视力有一定要求,成本相对较高。
2.2.4 优点
设备轻便、操作简单,检测灵敏度高,结果直观、准确。
2.3 涡流检测(ET)
2.3.1 原理
金属材料在交变磁场的作用下产生了涡流,根据涡流的分布和大小可以检测出铁磁性材料和非铁磁性材料的缺陷。
2.3.2 适用范围
适用于各种导电材料的表面和近表面的缺陷检测。
2.3.3 局限性
不适用不导电材料检测,对形状复杂的试件很难应用,比较适合钢管、钢板等形状规则的轧制型材的检测,而且设备较贵;无法判定缺陷的性质。
2.3.4 优点
检测速度快,生产效率高,自动化程度高。
2.4 声发射检测(AET)
2.4.1 原理
材料或结构件受到内力或外力的作用产生形变或断裂时,以弹性波的形式释放出应变能的现象称为声发射,也称为应力波发射。声发射检测是通过受力时材料内部释放的应力波判断被检对象内部结构损伤程度的一种新兴动态无损检测技术。
2.4.2 适用对象
适用于被检对象的动态监测,如对大型桥梁、核电设备的实时动态监测。
2.4.3 局限性
无法监测静态缺陷、干扰检测的因素较多;设备复杂、价格较贵、检测技术不太成熟。
2.4.4 优点
可以远距离监控设备的运行情况和缺陷的扩展情况,对结构的安全性和可靠性评价提供依据。
2.5 超声波检测(UT)
2.5.1 原理
超声波是指频率大于20千兆赫兹的机械波。根据波动传播时介质的振动方向相对于波的传播方向不同,可将波动分为纵波、横波、表面波和板波等。用于钢结构检测的主要是纵波和横波。
超声波探伤仪激励探头产生的超声波在被检对象的介质中按一定速度传播,当遇到异面介质(如气孔、夹渣)时,一部分超声波反射回来,经仪器处理后,放大进入示波屏,显示缺陷的回波。
2.5.2 适用对象
适用于各类焊逢、板材、管材、棒材、锻件、铸件以及复合材料的检测,特别适合厚度较大的工件。
2.5.3 局限性
检测结果可追溯性较差;定性困难,定量不精确,人为因素较多;对被检工件的材质规格,几何形状有一定要求。
2.5.4 优点
检测成本低、速度快、周期短、效率高;仪器小、操作方便;能对缺陷进行精确定位;对面积型缺陷的检出率较高(如裂纹、未熔合等)
2.6 射线检测(RT)
2.6.1 原理
射线是一种波长短、频率高的电磁波。
射线检测,常规使用×射线机或放射性同位素作为放射源产生射线,射线穿过被检对象,经过吸收和衰减,由于被检试件中存在厚度差的原因,不同强度的射线到达记录介质(如射线胶片),射线胶片的不同部位吸收了数量不等的光子,经过暗室处理后,底片上便出现了不同黑度的缺陷影象,从而判定缺陷的大小和性质。
2.6.2 适用范围
适用较薄而不是较厚(如果工件的厚度超过80mm就要使用特殊设备进行检测,如加速器)的工件的内部体积型缺陷的检测。
2.6.3 局限性
检测成本高、周期长,工作效率低;不适用角焊逢、板材、管材、棒材、锻件的检测;对面状的缺陷检出率较低;对缺陷的高度和缺陷在被检对象中的深度较难确定;影响人体健康。
2.6.4 优点
检测结果直观、定性定量准确;检测结果有记录,可以长期保存,可追溯性较强。
3 小结
综上所述,每种无损检测方法的原理和特点各不相同,且适用的检测对象也不一样。在建筑钢结构的行业中应根据结构的整体性能,检测成本及被检对象的规格、材质、缺陷的性质、缺陷产生的位置等诸多因素合理选择无损检测方法。一般地,选择无损检测方法及合格等级,是设计人员依据相关规范而确定的。有的工程,业主也有无损检测方法及合格等级的要求,这就需要供需双方相互协商了。
3.1 钢结构在加工制作及安装过程中无损检测方法的选择见表1
|
|
被检对象
|
检测方法
|
|
原材料检验
|
板材
|
UT
|
|
锻件及棒材
|
UT、MT(PT)
|
|
管材
|
UT(RT)、MT(PT)
|
|
螺栓
|
UT、MT(PT)
|
|
焊接检验
|
坡口部位
|
UT、PT(MT)
|
|
清根部位
|
PT(MT)
|
|
对接焊逢
|
RT(UT)、MT(PT)
|
|
角焊逢和T型焊逢
|
UT(RT)、PT(MT)
|
3.2 被检对象所适用的无损检测方法见表2
|
|
被检对象
|
内部缺陷
检测方法
|
表面缺陷和近表面
检测方法
|
发生中缺陷检测
|
|
RT
|
UT
|
MT
|
PT
|
ET
|
AET
|
|
试
件
分
类
|
锻件
|
×
|
●
|
●
|
●
|
△
|
△
|
|
铸件
|
●
|
○
|
●
|
○
|
△
|
△
|
|
压延件(管、板、型材)
|
×
|
●
|
●
|
○
|
●
|
△
|
|
焊逢
|
●
|
●
|
●
|
●
|
×
|
△
|
|
缺陷分类
|
内部缺陷
|
分层
|
×
|
●
|
—
|
—
|
—
|
—
|
|
疏松
|
×
|
○
|
—
|
—
|
—
|
—
|
|
气孔
|
●
|
○
|
—
|
—
|
—
|
—
|
|
缩孔
|
●
|
○
|
—
|
—
|
—
|
—
|
|
未焊透
|
●
|
下载附件:
免责声明:本文仅代表作者个人观点,与建筑钢结构网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
|